治理VOCs的RTO及余热利用技术(附案例)
2016-04-21 来源:未知
【技术内容】以蜂窝陶瓷蓄热体为核心材料制成的蓄热式热力氧化RTO系统,经“蓄热—放热—清扫”过程,实现使 工业生产过程中排放的可挥发性有机化合物VOCs的无害化燃烧,使VOCs的排放达到行业排放法规要求。利用燃烧产生的余热,经余热锅炉和汽轮发电系统发 电,或直接生产蒸汽或热水,达到节能和环保的目的。系统VOCs的脱除率大于95%,能量回收率高于90%。
【适用范围】用于石油、化工、农药等行业
典型案例
【案例名称】100000Nm3/h顺酐及高热值有机废气处理工程
【项目概况】本项目于2012年6月签订建设项目合同,2012年10月完成项目设计、制造和系统集成,2013年8月完成系统安装调试。
【主要工艺原理】
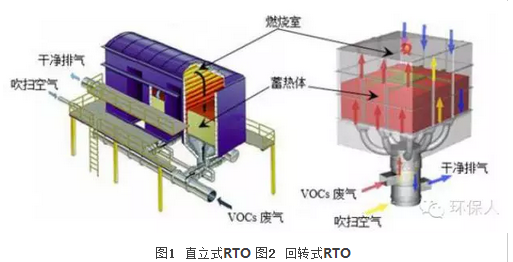
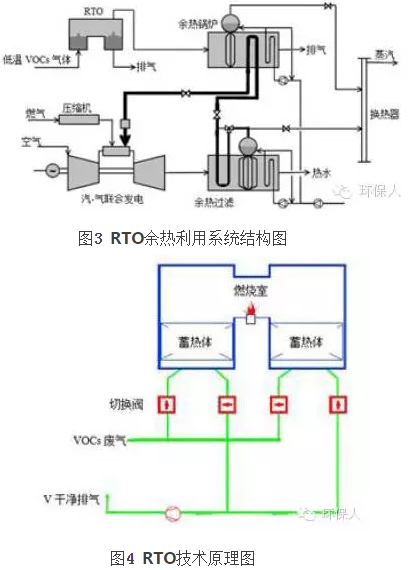
RTO 系统主体结构为设置有蜂窝陶瓷蓄热体的蓄热室和燃烧室,为满足蓄热要求,设置有两个或多个蓄热室,每个蓄热室依次经历“蓄热-放热-清扫”程序。有机物废 气VOCs氧化产生的高温气体流经低温蓄热体时,蓄热体升温“蓄热”,并把后续进入的有机废气加热到接近热氧化温度后,进入燃烧室进行热氧化,使有机物转 化成CO2和H2O。
净化后的高温气体,经过另一蓄热体,与低温蓄热体进行热交换,温度下降。ECU控制系统按一定规则控制各蓄热体单元切换阀的开闭,实现蓄热体“吸热-放热”的循环切换。RTO系统配备合适设备可实现VOCs燃烧的余热利用。
【关键技术或设计创新特色】
采用先进的多室循环运行工艺技术;l
基于废气成分与热值大风量多室RTO制造工艺技术;
采用可靠的机械硬密封阀门;
降低震荡的废气分散流动技术;
高精度控制系统,SIMENSS300系统。
【主要技术指标】
本 项目系统出口废气指标满足DB11/447-2007标准的要求,CO脱除率98.3%,VOCs脱除效率达到97.2%(CO入口浓度12300mg /Nm3,出口浓度209mg/Nm3;VOCs入口浓度为640mg/Nm3,出口浓度18mg/Nm3),系统热能回收率达到95%以上。
【投资及运行效益分析】
【投资费用】
本工程总投资约1610万元。
【运行费用】
系统开始运行时用燃气着火将5个蓄热室加热,后期的热循环由废气氧化后放出的热量来维持。系统每小时产生13.5吨过热蒸汽(5MPa、350℃),过热蒸汽驱动蒸汽机,产生动力替代了600千瓦。
【用户意见】
本项目设计制造的9室RTO设备,设计合理、控制精确,生产蒸汽用于600kW汽轮机驱动和乏汽并网出售,具有良好的经济效益。经检测,CO的脱除率达到了98.3%,非甲烷有机废气的脱除率达到了97.2%。系统调试运行良好,达到了设计要求。
原标题:治理VOCs的RTO及余热利用技术
相关内容资料:
















